/assets/images/2762977/original/59cb3d79-6b08-4b62-899d-5403af8f2367?1523751974)

株式会社ベジアーツでは一緒に働く仲間を募集しています
毎年ベジアーツでは、シーズンオフに近づき少しだけ仕事に余裕が出てくると、大人の社会科見学ということで、様々な工場や農家を訪れることが恒例となっています。
一昨年はトマト農家さん、昨年は段ボール工場で、自分たちが普段仕事で使っている段ボールがどのように作られているのかを見学しました。
分野は違えど同じ作り手として見聞を広げ、学んだことを活用して、作業効率のアップや意識を高める上でも非常に良い刺激となっています。
ということで、今年はこちらの工場へ伺いました!
ジャジャーン!!
みなさまこちらのロゴをご覧になったことがあるでしょうか?
クラフトビール好きの方であれば間違いなくご存じのことでしょう。
今や全国的に有名となった「よなよなエール」です!

よなよなエールを醸造している「ヤッホーブルーイング」は、ベジアーツから車で5分の距離に位置しています。
実はご近所さんなのです!
同じ地元の企業が国内のみならず海外でまで活躍しているというのは、なんだか嬉しいものですね!!
そして私事で大変恐縮ですが、わたくし明神は以前8年間ヤッホーブルーイングで働いていました。
今回ベジアーツが参加した「大人の醸造所見学」も、第一回目の企画段階から参加させて頂いておりました。
「じょうぞうしょ」で毎回どうしても噛んでしまい、みんなに笑われていたのが懐かしいです。笑
という訳で、個人的に非常に思い入れのある企画です。ついつい説明に熱が入ってしまうと思いますが、どうかご容赦くださいませ。笑
それでは見学の様子をご覧ください♪
ドライバーにはわかりやすくマークを付けているようですね!

まずは外でツアー概要と、ビールに関する基本的な説明がなされているようです。
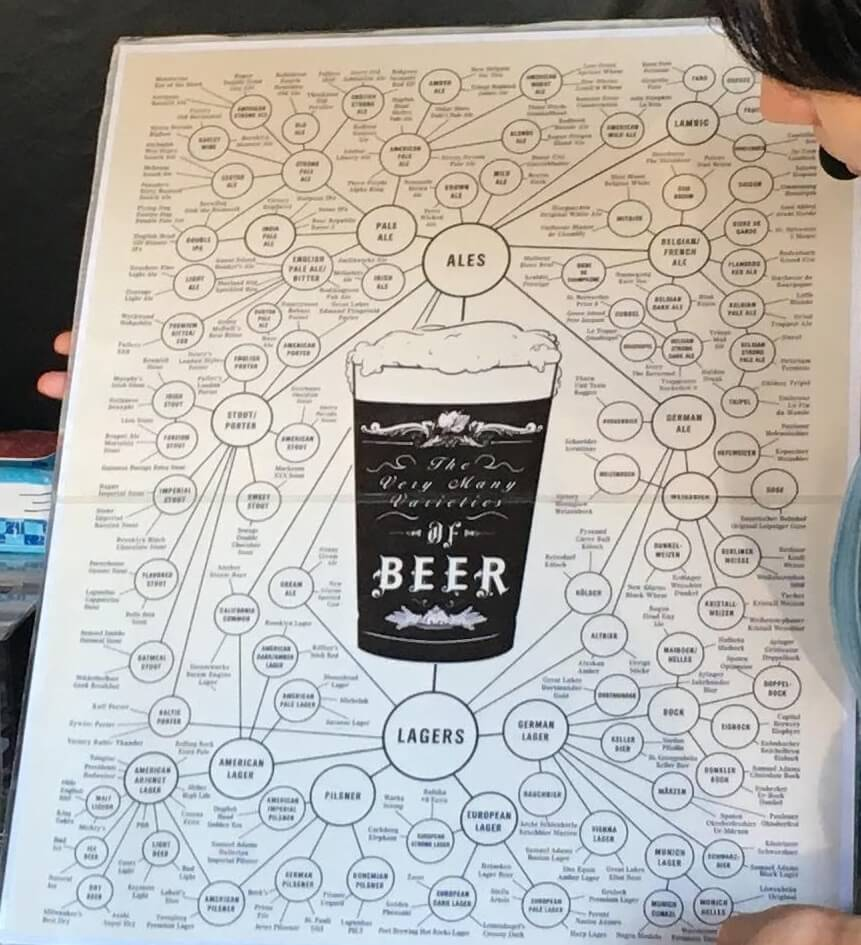
こちらの絵が表しているのは、ビールのスタイルです。
え?ビールのスタイル?
そうなんです。一口にビールと言っても、世界には100種類以上のビールがあります。
よなよなエールは、名前の通り「ALES (エール)」に分類されています。
エールと対極をなすのが「LAGERS (ラガー)」と呼ばれるスタイルです。
エールとラガーの大きな違いは発酵方法です。
日本で主流となっているラガービールは下面発酵ですが、エールは上面発酵をします。
その違いが、味や香りにどんな違いをもたらすのか、この点についてはまた後程。
お次は、何やら出てきますよ。

ビールの材料を並べたようですね。
左からモルト、ホップ、水です。

まずモルトですが、ヤッホーブルーイングで使用されているのはほとんどが英国産です。
主にこちらの三種類「ペールモルト、キャラメルモルト、チョコレートモルト」です。
三種類の色が異なっているのがお分りいただけるでしょうか?
モルトを焙煎する際の焙煎の強弱で、このように色とでんぷんの性質に違いができます。
このモルトの組み合わせと割合を変化させるによって、ビールの色や風味に大きな違いが出てきます。

真剣に耳を傾けていますね。
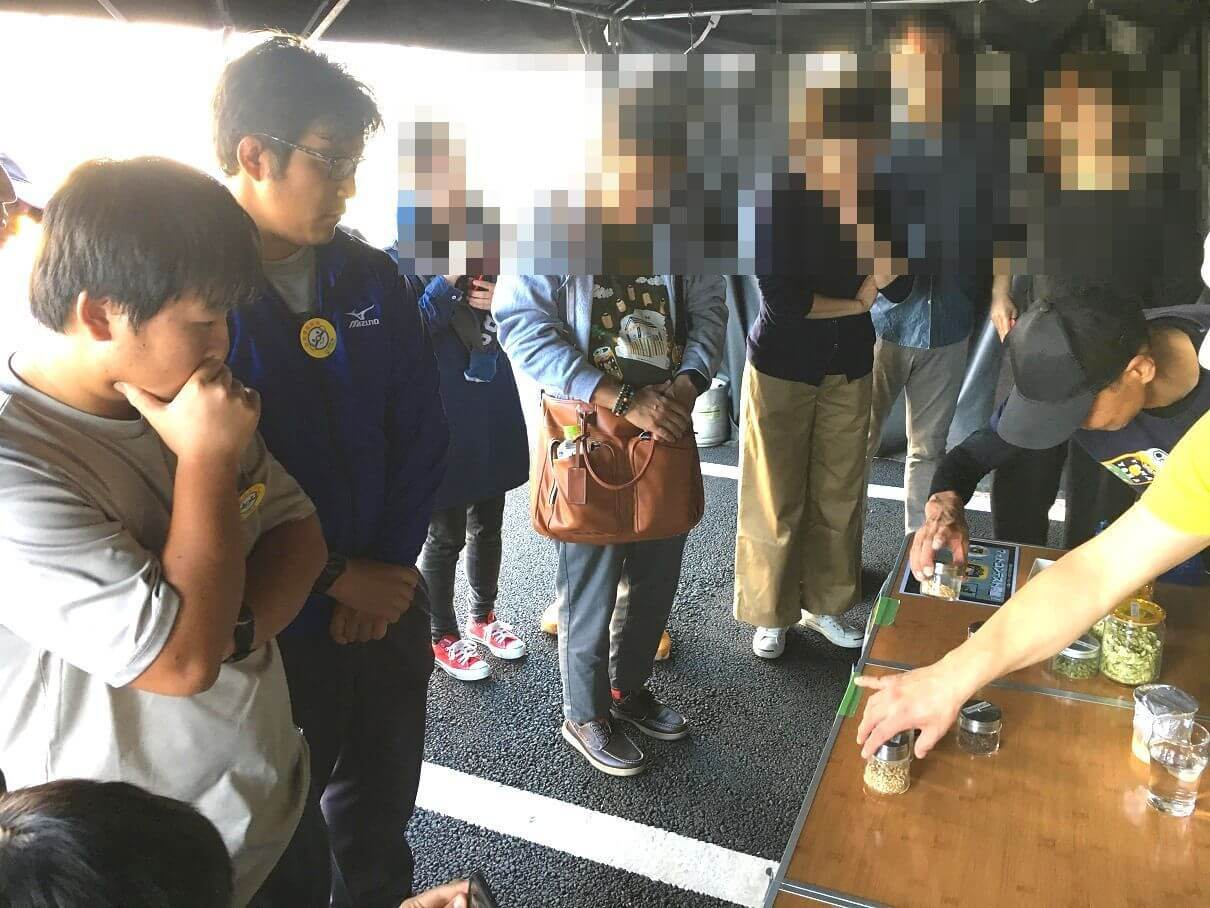
味見してみましょう♪
ペールモルトやキャラメルモルトは、カリカリ噛んでいると香ばしくほんのり甘い味がします。



チョコレートモルトは一番色が濃く、焦がしたような強い香りと、噛むと苦みがあります。


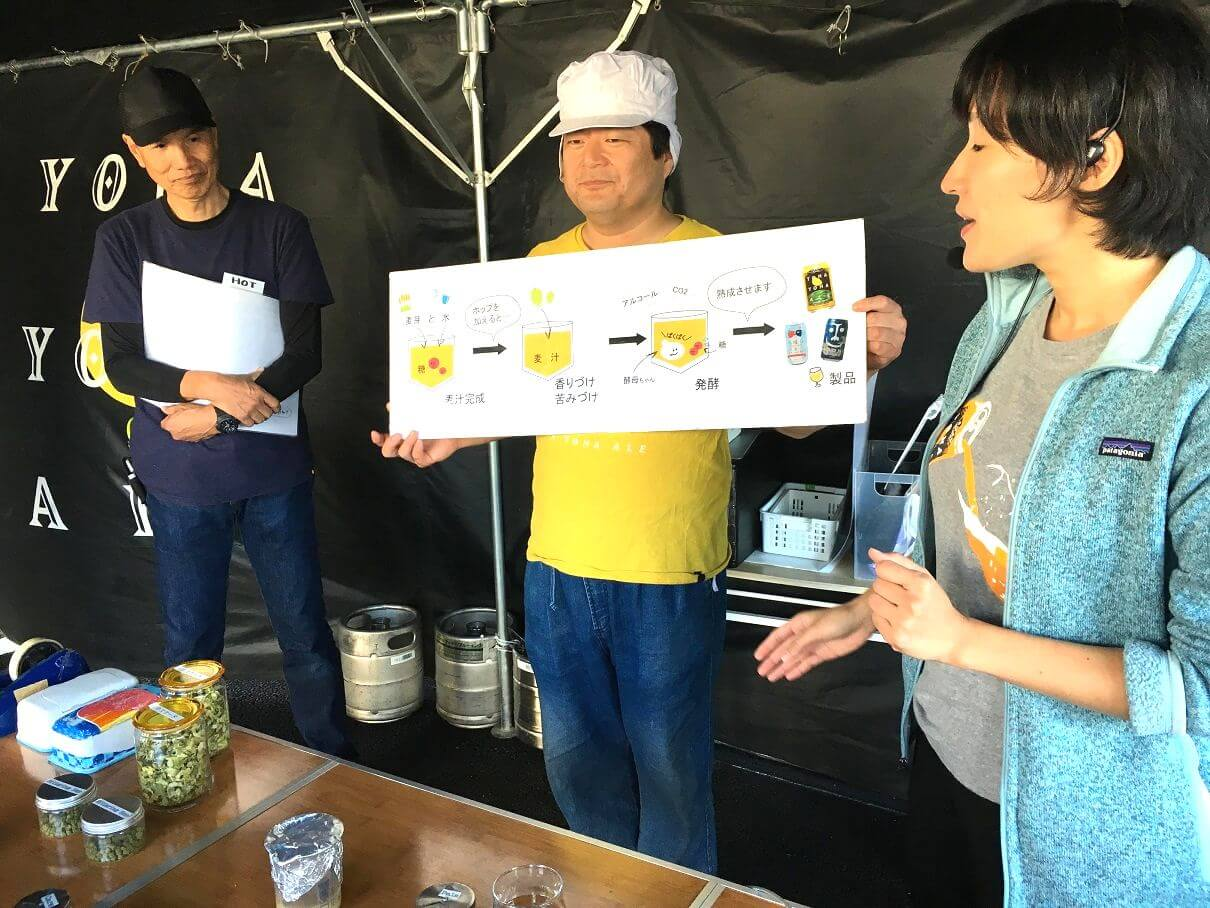
次にホップの説明です。
ホップとは、桑科のツル性植物の花です。日本でも見かけることがありますが、ヤッホーでは米、独、英国産などのホップを使用しています。
ちなみによなよなエールは米国産のカスケードホップを使用しています。
ビールには役割の違う二種類のホップを入れています。
ビターリングホップという苦みをつけるためのホップ。そしてアロマホップという香りづけのホップです。

とても爽やかな香りがします。

鼻に抜ける特徴的な香りなので、少し驚かれるかもしれません。

こちらは、ホップを粉末にし圧縮したペレットです。爽やかな香りは変わらないままです。これをビールに入れています。

続いて、重要な役割を果たす水ですが、1リットルのビールを造るのに水が約5リットル必要となります。
どんな水でも良いという訳ではなくて、美味しいペールエール (よなよなエールのスタイル) に適しているのは、ミネラルの多い硬質の水です。
この地域を流れる浅間山の伏流水は、ペールエールの名産地「イギリス バートンオン トレント」の硬水に似た性質であることからも、美味しいペールエールを造るのに非常に適した水であるといえます。

以上の3つの材料からビールが造られています。
見学中の注意事項を確認して

異物混入を防ぐための対策を行ない、いよいよ見学へと向かいます!

醸造所内は意外にこじんまりとしています。小さな階段を上ってゆきます。
すかさずカメラに反応してくれる児玉!いいですね~♪ 笑

熱気を感じる仕込み室にて、まず初めの工程です。
①ミリング (麦芽粉砕)
後ろにあるサイロの下の機械でモルトが粉砕され、上のコンベアを通ってタンクに投入されます。
一回のビールの仕込みでモルト約2トンを使用します。77~80個ほどの袋の数です。
見学コースには含まれていないかもしれませんが、この粉砕機の下では、醸造スタッフが一つ一つ手作業でひたすらモルトの袋をあけ、重い袋を持ち上げて間隔をあけながら粉砕機に入れていくという非常に地道で骨の折れる作業が隠されています。

②マッシング (糖化)
一番奥にあるのが糖化タンクです。粉砕したモルトとお湯を入れ、糖化させます。
先ほどモルトをかじった時にほんのりと甘かったはずです。
そのモルトの中に含まれるでんぷん質が、酵素によってブドウ糖、麦芽糖へと変化してゆきます。
その結果、甘い麦汁ができます。
ちなみに、一度の仕込みで約1000ケース分のよなよなエールができます。
一日一本飲むと約65年分ものビールが、このタンクでは造られています。すごい量ですね!!

③リサーキュレーション (麦汁循環)
一度濾した麦汁を再度、残った麦芽によってできる自然のフィルターにかけて数回循環させることにより澄んだ麦汁にします。
麦汁の試飲をしているようですね。

これがビールになるとは考えられないような甘さです。


④煮沸
ここで、ビターリングホップとアロマホップを投入します。一回の仕込みで約25キロのホップが使用されます。
ホップによってビールに苦みと香りが付きますが、ホップの効果はそれだけではなくて、タンパク質を沈殿させてビールを清澄にします。
さらに雑菌の繁殖を防ぐので保存性が高まり、泡立ち、泡持ちも増します。
ホップとは、なかなかの優れものですね!
⑤ワールプール
タンク内でビールを回転させて渦巻きを作り、遠心力で、ホップかす・灰汁のような不要物を中心に集め、端から澄んだ麦汁のみを取り出します。
⑥冷却
冷水によって麦汁を酵母の働きやすい温度まで下げます。
ここまでが仕込み室での作業工程です。

それではお隣の少しひんやりとした発酵室に行ってみましょう!
⑦一次発酵
手前の背の低いタンクが一次発酵タンクです。
ここで酵母を加え発酵させます。酵母が麦汁中の糖分を吸収してアルコール・二酸化炭素・独特の香りを作り出します。
炭酸ガスが発生するので、爆発を防ぐためにタンクから少しずつガスを放出させています。

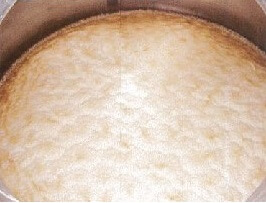
この一次発酵タンクの上には小さな小窓がついており、中の発酵の様子を見ることができます。
これがタンクの中の様子です。冒頭で少し触れましたが、下面発酵のラガービルに対し、エールは上面発酵です。
タンクの中でビールの上面に泡が出てブクブクと発酵しているのがご覧いただけるでしょうか?
日本で主流となっているラガービールは、さっぱりとしたのど越しの良さが特徴です。
対してエールは、芳醇な香りとコクの良さが特徴的です。
ヤッホーブルーイングで醸造しているのはすべてエールです。
次にビールを飲まれる際は是非その違いを意識しながら味わってみるのはいかがでしょうか?
⑧二次発酵
先ほどの写真の奥に見えます背の高いタンクが二次発酵タンクです。
下に降りてみると、タンクの大きさがよくわかります!
左側のタンクの周りに銀色のシートがまかれていますね。
これはタンクの温度を下げるための冷却シートです。触るとひんやりとしています。

ここでタンクを密閉して、自然発酵により発生した炭酸ガスを溶け込ませます。
あれ?タンクを密閉して大丈夫なのでしょうか?!
ご安心下さい。麦汁の温度が低くなり糖分がちぎれなくなると、酵母はもう糖分を食べることができなくなり、そのまま冬眠してしまいます。
酵母が冬眠するともうガスを発生しなくなるので、タンクを密閉しても爆発する心配はないということです。
大手のビールは大抵、発生したガスをビールに溶け込ませるのではなく、後からガスを吹き込んでいるのだそうです。
先ほどから酵母酵母と言っていますが、一体どのようなものなのでしょうか?
児玉が手にしているクリーム色の液体が酵母です。
酵母は使い捨てではありません。死滅率や衰弱率のチェックをして、状態が良ければなんと15回くらいまで繰り返し使うことができます!
しかも回数を重ねるごとにバロメーターができてくるため、品質が安定しやすくなります。
ただし酵母は生き物ですので、毎回全く同じとはいきません。酵母の状態によってビールの出来不出来が大きく左右されますので、非常に重要な役割を担っていると言えます。
ヤッホーの酵母にしてもベジアーツの作物にしても、生きている物を扱うというのはやはり大変なことですね!
でもその分やりがいがあると言えるかもしれませんね!

ここまでが発酵室での作業工程です。
この後は非常に寒い貯酒室へと移動となります。
続きは次回「醸造所見学 in ヤッホーブルーイング 後編」でご紹介致しますので、どうぞお楽しみに♪
大人の醸造所見学 in ヤッホーブルーイング 前編

/assets/images/2762977/original/59cb3d79-6b08-4b62-899d-5403af8f2367?1523751974)

